




 |
 |
 |
||
 |
 |
 |
||
 |
 |
 |
||
覆膜砂壳型模具与其他铸造模具(如冲模具,锻模,压铸模)的根本区别在于前者是名副其实的模,利用这些模具合其他工艺装备制成的砂型,再将液态金属充填到砂型中,冷却后 的所需产品就是铸件,而后者,实际上是型,将固态固态(如冲模,锻模)或液态(如压铸,玻璃模)材料直接充填其中就能 所需要的产品,因此从 意思上说,铸造模具较之其他模具, 为复杂。
覆膜砂具有优异高温性能,,低发气,覆膜砂壳型模具制造的铸铁、钢件可 粘砂、变形、热裂和气孔等铸造缺陷,使铸件 加光洁,性能 加优异,故覆膜砂用量日趋扩大。覆膜砂的品种也从单一的普通型覆膜砂,发展到了目前的、低发气、速固化、低膨胀和易溃散等多种性能的覆膜砂,以及离心铸造用、激冷型和湿态造型用等覆膜砂。为了提高覆膜砂的产量与质量,普遍采用壳型造型法。
用壳型造型制作的覆膜砂铸件尺寸,加工余量小;铸件表面光洁,无缝隙、凹凸不平现象;可浇注薄壁铸件,铸件废品率低,节省了成本,提高了生产率。
壳型造型是把金属模板或芯盒加热到 的温度,使覆膜砂中的树脂受热软化、熔融、硬化。故壳型造型工艺用金属模、耗能较多、树脂加入量多、成本较高;混砂工艺较复杂,在造型及浇注时有甲醛等气体产生,难以铸造大件。另外在生产过程中,如果覆膜砂的配制或选择不当,则壳型会发生部分壳层脱落现象,导致壳型报废或铸件夹砂缺陷。
砂型铸造模具与其他铸造模具的差别还有工作温度不高,一般不超过300℃,工作压力不高,即使是高压造型,其他比压不会超过1.5MP,因此模具材料选用范围较大,模具寿命也比较长,模具费用占总成本比例也比较低。
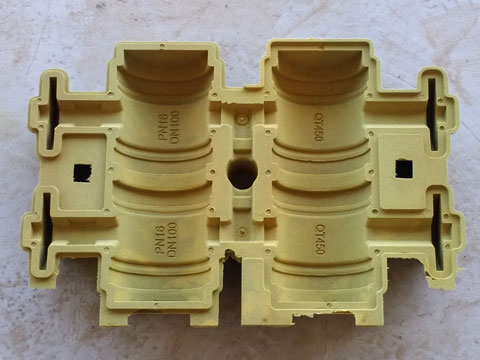
壳型铸造是将拌有树脂的型砂覆于带有模型和经过预热的金属模板上,加热使树脂熔化,形成一层薄壳,经过焙烘硬化后,从模板上取下,用做铸造铸型的铸造方法。
工艺过程:
用一种遇热硬化的型砂覆盖在加热的金属模板上,使其硬化为薄壳,薄壳厚度一般为6~12毫米,具有足够的强度和刚度,因此将上下两片型壳用夹具卡紧或用树脂粘牢后,不用砂箱即可构成铸型,浇注铸件金属模板的加热温度一般为300℃左右,使用的型砂为树脂砂,即以酚醛树脂为粘结剂的树脂砂。同样也可用上述方法将型芯制成薄壳芯制造薄壳铸型常用翻斗法。制造薄壳芯常用吹制法。
特点和用途:
用树脂砂制造薄壳铸型或壳芯可显著减少使用的型砂数量,获得的铸件轮廓清晰,表面光洁,尺寸 ,可以不用机械加工或仅少量加工。因此壳型铸造特别适用于生产批量较大、尺寸精度要求高、壁薄而形状复杂的各种合金的铸件。但壳型铸造使用的树脂价格昂贵,模板 加工,成本较高,在浇注时还会产生有刺激性的气味,这在某种程度上限制了这种方法的应用。树脂砂薄壳芯可与普通砂型或金属型相互配合制造各种铸件。
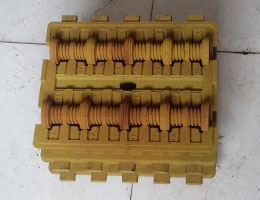
在了解壳型之前,你 要先了解用于壳芯造型的覆膜砂:
覆膜砂是通过工艺配方技术生产出的具有优异高温性能(高温下、耐热时间长、热膨胀量小、发气量低)和综合铸造性能的新型覆膜砂。 覆膜砂特别适用于复杂薄壁 的铸铁件(如汽车发动机缸体、缸盖等)以及的铸钢件(如集装箱角和火车刹车缓;中器壳件等)的生产,可 粘砂、变形、热裂和气孔等铸造缺陷。能使铸件表面 加光洁,尺寸 加准确,减少或不需要机械加工,可缩短生产周期,节约金属材料,降低成本;而且铸模可用自动机械制成( 采用射芯机),不需要熟练工;尤其适用于各种金属中小型铸件的成批和大量生产。
壳型铸造工艺的成本高,用于配砂的酚醛树脂,相比呋喃树脂来说,价格不会有很大差异,成本高就高在用于覆膜砂壳芯造型的热芯盒(或者冷芯盒),这种模具不同与一般金属模具,价格会高出同类金属模具一倍多。我们柴油机上的零件大多采用壳芯法造型。

